Bench-top vise - eszköz, ami a saját kezeit teszi. Milyen célt szolgál a készülék és a különböző típusú fémmunkák? Az öntöttvas forgó szerelvény TSCH250N jellemzői
Egy hasznos mechanikus eszköz, amelyet a kézművesek az alkatrészek feldolgozásához rögzítenek, egy helyettesítő. Ezek akkor hatékonyak, ha a munkadarabot biztonságos távolságra kell telepíteni, vagy merevnek és biztonságosan rögzítettnek kell lennie. Milyen típusú eszközök léteznek, és hogyan kell kiválasztani ezeket a cikkeket.
Tervezési jellemzők
A nagyított eszköz két állkapocsból áll, amelyek közül az egyik rögzítve van a testhez vagy a kerethez, a második pedig mozgatható, mozgatható. A munkadarab rögzítése az állkapocsban egy rögzítőszerkezettel. Ez több elemből áll, amint az a fotó helyén látható:
Acél futócsavar trapéz alakú menettel. A csavar mozgását a fogantyú vezérli.

Öntöttvas lemez hordozóhoz vagy ágyhoz. Az acél vagy a duralumin felépítése lehetséges.

A szivacsok csavarosak. Ha a csavart az óramutató járásával megegyező irányba forgatja, akkor a mozgatható szivacs elkezd mozogni a keretbe, miközben rögzíti az alkatrészt. Amikor a csavart ellenkező irányba forgatják, a szivacs az ágyból megy, felszabadítva a munkadarabot.






Az alátámasztás támogatásához többféle módszert használnak:
- álló helyen, egy helyen rendszeresen használva;
- a bilincsen, ami kevesebb rögzítést garantál, de állandó munkapad nélkül is használható;
- a szopókon - kizárólag sík és sima felületre történő rögzítésnél használják.

Szerszámtípusok
A gépeket általában a csavaraktiválás során alkalmazott technológiától függően osztályozzák. Ezek kézi és pneumatikusak lehetnek. A tervezési jellemzők alapján az elfordítható szerelvény és a nem forgatható.

Néhány kézi modell lehetővé teszi a hosszú részletekkel való manipulációt. Ebből a célból egy széles üllő és a munkadarab függőleges rögzítésének lehetősége. Vannak modellek a lekerekített részek rögzítésére.

Lakatos szerszámtípus
Munkapadra vagy asztalra való felszereléshez speciális csavarokat használnak. A készülék szerkezete teljesen fém.

Lehetőség van egy álló vagy forgó modell kiválasztására annak érdekében, hogy az alkatrészeket a szögváltás lehetőségével feldolgozzuk. A pofák szélessége 45–200 mm között mozog, és a szivacs 140 mm.






Az ilyen előnye a szivacsok tartóssága, az anvils tartóssága, kis mérete és súlya, a 360 fokos forgás lehetősége a forgó modellekben. Ezzel azonban:
- a szivacsok állandó illesztését igénylik;
- magas kopásgátló alátétekkel felszereltek;
- a hosszú munkadarabok rögzítése nehéz;
- van egy szakadék.

A lakatos helyettes lehet párhuzamos és étkezde. Ezzel párhuzamosan a szivacs elmozdulását a csavar párhuzamos elhelyezésével biztosítjuk. Ezek forgathatóak és forgathatóak lehetnek.

De az étkező modell egy elavult lehetőség. Bár ez nagyon egyszerű az építési helyeken, a hosszú részeket rá lehet rögzíteni.

Gépépítés
Ez egy pontosabb rögzítési lehetőség az alkatrészek rögzítéséhez. Vagy egyáltalán nem rendelkezik visszafogással, vagy a futási összeg minimális. A munkapadra rögzített alátét különbözik a forgószerkezet létezésében.

A következő lehetőségek közül választhat:
- a szerszám helyzetére merőleges rögzítéssel;
- szinusz az alkatrész szögben történő beszerelésével;
- többtengelyű, több axiális ponton elforgatható.

A gépi rések garantálják a tartós rögzítést, ami különösen fontos a fém alkatrészek megmunkálásakor. Tartós tartóval és védő korrózióvédő bevonattal vannak ellátva. A merev rögzítés a munka nagy pontosságát biztosítja.

A munkadarab ívelt rögzítésével azonban nyomok maradhatnak rajta. Ezért csak fóliák vagy rögzítőelemek használatát igényli, csak az állkapocs felső részét.









Manuális vice
Ez egy hordozható kompakt eszköz, amely nem igényel fix rögzítést. A helyet kis alkatrészek feldolgozására használják. Két konstruktív lehetőség van:
- szivacsok csavarokkal és fogantyúkkal;
- a kart a fogantyúhoz hasonló reteszelőszerkezettel.

Ezeket precíziós munkákhoz használják, amelyek minimális színvonalúak. A kialakítás alumínium profilokkal és fémlemezekkel való kezelésre alkalmas. Ezeket a lapos lapokat rögzíthetjük.

Ugyanakkor nem alkalmasak nagy munkadarabokkal való munkavégzésre, további elemek szükségesek a szögben történő kezeléshez. A lágy fémekkel végzett munka során a munkadarabon maradványok maradnak.

Asztalos építés
Ezeket a tengelykapcsolókat fából vagy műanyag részekkel végzett műveletekben használják. A párnák fából készült párnákból készülnek, ami kiküszöböli a klip nyomait. Ha az egység elülső részre van szerelve, akkor függőleges rögzítésű munkadarabokkal lehet dolgozni. Néhány modell gyorskioldó mechanizmussal rendelkezik.

Az asztali modellek minden más előnyével az asztalos modell lehetővé teszi a lágy anyagokból származó termékek kiváló minőségű feldolgozását. A nagy részeket ugyanabban a síkban dolgozzák fel.


A szivacsok megoldása meglehetősen nagy, számos lehetőség van a szerelőrendszerre. Azonban nem lesz képes kemény alkatrészekkel dolgozni, mert a markolat nem elég erős.

Az eszközök megválasztásának jellemzői
A munkadarabok paraméterei alapján válassza ki az Önnek megfelelő tervezést:
- a pofák mérete, szélessége, a párna használatának lehetősége olyan tényezők, amelyek biztosítják az alkatrész tartósabb rögzítését és a feldolgozás minőségét;
- a mély szorító mechanizmus nagyobb rugalmasságot és funkcionalitást biztosít;
- a munkadarab magassága fölötti állomány jelenléte a részbe való belépéshez szintén pozitívan értékelhető;
- a fogantyúnak kényelmesnek és ergonómikusnak kell lennie - a nagy átmérőjű fémszerkezet biztosítja a kezelő kényelmét.





Hogyan dolgozzunk a vise-vel?
A munkahelyi helyettesítővel ne növelje vagy más módon növelje a fogantyút. Továbbá ne szorítsuk meg a forró acéltermékeket. Az alkatrészek hajlítása károsíthatja a fúrógépet.

Ha megkérdezed magadról, hogyan kell helyesen használni a vise-t, akkor ne felejtsd el a szerszám rendszeres karbantartásának szükségességét.

Minden egyes használat után az alátétet egy puha ronggyal fel kell mosni. Minden egységet rendszeresen olajozni kell, hogy megóvja őket és megakadályozza a korróziót.

A legnépszerűbb és legmegbízhatóbb gyártók közé tartozik a Dexx, az IRWIN, a KRAFTOOL, a Sturm, a Wolfcraft, a Zubr. Miután kiválasztotta a megfelelő modellt, ne felejtsük el, hogy érdeklődnek a jótállási kötelezettségek és a szolgáltatási feltételek iránt.


Fotó vice






















Nem valószínű, hogy az otthoni műhelyben egy szükségesebb eszköz van, mint a lakatos. Még akkor is, ha főleg fával dolgozik, néha nem lesz képes helytelenül dolgozni. És ha nincs egy műhely, garázs vagy sarok egy lakásban, ahol egyszerű háztartási eszközöket lehet javítani, akkor egy kis padkocsival sok helyzettel segíthet egy konyhai asztal vagy akár egy széklet minimalistavá tételével.
Először is, a találkozóról. A helyettesítő feladata, hogy biztonságosan tartsa és tartsa a részt vagy a munkadarabot, amikor különböző szerszámokkal dolgozzák fel. Attól függően, hogy melyik elemet kell rögzíteni egy helyettesítőben, és milyen eszközökkel dolgozzon velük, a helyettesítő tervezési paraméterei változhatnak. De a leginkább univerzális és legelterjedtebb megjelenés:
Bármelyik hely alapja a csavarpár. A legtöbb esetben a csavar rögzítve van a sárvédő test mozgatható részében, és a rögzített részen lévő anya, amely közvetlenül vagy egy forgószerkezeten keresztül rögzítve van a lakatos munkapadhoz, vagy egy speciális állvány, amely biztosítja az alátét mozdulatlanságát az azokban rögzített részekkel végzett műveletek során.
A próbabefogók típusai
A megbízható támogatás mellett egyértelműen meg kell értenie, hogy milyen típusú munkákat végez, és az asztali helyettesítőt választja velük. Először is az ügyanyagra vonatkozik. A posztszovjet térben gyakran öntöttvas.

Ez az anyag kemény, tartós, de törékeny. Ezért, ha nem fogsz vastag acélburkolatot hajlítani egy szánkókkal anélkül, hogy komolyan előmelegítenénk őket, akkor bátran vegyen egy ilyen helyet, és ha megy, akkor meg kell keresnie az acélokat.
Ha ilyen asztali szekrényben rendszeresen henger alakú tányérokat kell felszerelni, akkor célszerű egy háromszög alakú kivágással ellátott szivaccsal bélelni. És ha az ilyen műveletek meglehetősen gyakori, javasoljuk, hogy fontolja meg a padlóbilincs tervezési teljesítményének lehetőségeit, ami némileg eltér a szabványos kapcsoktól.

Általánosságban elmondható, hogy ha beszélünk a fém vice funkciójáról, akkor először is meg kell gondolni a méretre. Ha biztosan tudja, hogy nem kell méretdarabokkal dolgoznia, akkor ne fizessen az extra fémért, és talán még a kompakt gépeket is vegye figyelembe.

Vagy fordítva - lehetséges, hogy nagy méretű alkatrészekkel dolgozhassunk, de nagy erőfeszítés nélkül, amikor feldolgozzuk őket. Ezután megvizsgálhatja, hogy van-e lehetőség arra, hogy az ólomcsavarokat anélkül lehessen előre kinyitni, hogy az ólomcsavart használja.

Ha nincs munkapadja, és a művek listáján még több olyan művelet van, amely nem igényli a megmunkálandó részeknél a nyers fizikai erő alkalmazását, akkor a különféle bilincsekkel rögzített asztallapok lehetősége az Öné.
Igaz, az utolsó - mini-siski, jobb, ha a gazdaságban további. Nem tudod megragadni a nagy részleteket, és nem fogsz komoly erőfeszítéseket tenni a munkadarabra - nincs elég szorítónyomás a fogantyú tartásához, de a kulcsból a kulcsból a minta szerint van.
Ezenkívül az ilyen látványok néha elengedhetetlenek, ha le kell csavarni egy megragadt anyát, amikor kéziszerszámként használhatja őket. Miniatűr méretük ellenére az állkapocsra gyakorolt nyomás nagyon jó.
Érdemes megemlíteni a gömbcsuklón lévő kis helyet is, amely az összetett konfiguráció nagyon kis részeinek feldolgozását szolgálja, lehetővé téve a rész különböző felületének egy rögzítéssel történő feldolgozását.

Nyilvánvaló, hogy a gömbcsukló nyomása nem elegendő a súlyos fizikai terheléshez, úgyhogy egy ilyen helyettesítő alkalmas bizonyos típusú munkákra. Ugyanez, a mi véleményünk szerint nem nagyon komoly, a sucker segítségével rögzítéssel fog lenni.

Számukra többé-kevésbé megbízható rögzítésre van szükség egy jól csiszolt felületre vagy üvegre. Más felületeken alig lehet megbízhatóan rögzíteni. A funkcionalitás is kicsi.
Minden típusú vízvezeték-szerelvényhez természetesen további párnákra van szükség a puha anyagokból készült alkatrészek rögzítéséhez.
Néhány asztallapon pneumatikus hajtómű van, amely nagyban megkönnyíti a munkadarab rögzítését.

De ha otthonod nem egy mini lakatosgyártás, nem valószínű, hogy egy ilyen helyettesítő hasznos lenne Önnek.

Mi még fontos tudni, hogy egy fém-helyet választ? Elég sok panasz érkezett a kínai vise-i felhasználóktól öntöttvas tokokkal, amelyek rögzítéssel ellátott bilincsekkel vannak ellátva - gyakran megszakadnak, így ha egy olcsó satu szeretne az égből, akkor jobb választani acélból.
Válasszon egy helyet, amely a leginkább elvált szivaccsal a legkisebb szakadék az ügy részei között. Továbbá, ha nem szükséges a forgószerkezet a munkahelyen a vise alapjain, válasszon egy modellt anélkül, hogy megtakarítaná a pénzt: pénzt takaríthat meg, és a szerkezet merevsége magasabb.
Hogyan készítsünk lakatos ládát magának
A kérdés az, hogy az elosztóhálózat által kínált méretek, alakzatok és konfigurációk ilyen sokaságával miért kell részt venniük független végrehajtásukban. A lakatosgyártás saját kezűleg történő gyártásakor akár 10-szer is megtakaríthatja a költségeket, és készíthet egy eszközt a megadott paraméterekkel.

És ez teljesen valóságos, mert szinte mindent, ami hasznos lehet az asztali alátét készítéséhez, a fémhulladék-gyűjtő pontoknál találhatod, csupán pennies.

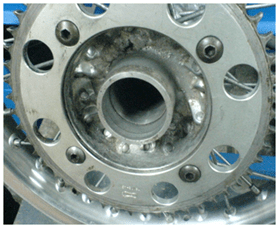
Ez különösen a képen látható, amely vízvezeték-szerelvényeket használ egy lendkerékkel csavarpárként.

A régi függőleges aljzatból is csavart érhetünk. Még akkor is, ha a szál egy része már kissé alábecsülte, akkor ez általában egy kis terület a csavar szélétől, amelyet minden esetben le kell vágni annak lerövidítése érdekében. A régi esztergák, csavaros prések stb. Futócsavarjai is nagyon tartósak.
Legalábbis egy nagyon kis összegű pénztárnál a legközelebbi szakiskolában megrendelhet egy forgókeretet egy ilyen széles pálcával, egy szokásos metrikus szálral. Az átmérő csak nagyobb legyen és az anya nagyobb. Ebben az esetben a szorítóerőt a csavar átmérője és a fordulatok száma miatt kellőképpen nagy területen elosztjuk.
Egy csipetnél vásároljon meg egy nagyobb átmérőjű csapot egy boltba, és egy nagy anyát, vagy 3 rendes darabot, amelyet ezután egymás után hegeszt, csavarva egy csapra.
A házi asztali vice klasszikus változata

A fotó egyértelműen kitalálta az acél alkatrészeket, amelyek szinte mindig könnyedén kiválaszthatók a következő vtorchermeten:
- 200 x 200 3 - 6 mm vastag acéllemez (vastagabb);
- 2 csatorna (120 mm - külső, 100 mm - belső), 160 mm és 300 mm hosszúságú, az Ön esetében a méretek eltérőek lehetnek a vezetőcsavar hosszától függően;
- acél fülek nagy kapacitásúak;
- 2 kopott vágószerszám;
- rúd a forgatáshoz, ebben az esetben egy megerősítés;
- csavar vagy csap, amely egy oszlop átmérőjének felel meg, és 2 anya;
- 2 alátét, amelynek átmérője megfelel az ólomcsavar átmérőjének;
- csavarpár - a leírt (ebben az esetben - rendezett tekercs) bármelyikének 335 mm hosszú;
- erős lemez a vezetőcsavar rögzítéséhez.
A lemez mindkét oldalán lévő vezetőcsavart alátéttel elválasztjuk, amelyek közül az egyik a menetes rész oldaláról hegesztéssel van ragasztva, bár ilyen átmérővel rögzítőgyűrűvel rögzíthető. Ezután ez a csomópont teljesen összecsukható lesz, ami egyértelműen jobb a karbantarthatóság miatt.
Az egyik oldalon a fogantyút a hegesztett anyával elakasztják, és a másik oldalon összecsukható, miután a menetet a megfelelő átmérőjű csavarról hegesztették.
A csavarpárból készült anyát a 120-as csatornával az alaplemezre hegesztik.

A belső csatorna normál behelyezéséhez a rá rögzített vezetőcsavarral a széleit kissé feldolgozni kell egy fájl segítségével.

A fülekkel hegesztett fülek vágott esztergagépekből készültek, a csavaros csavarral kell elhelyezni. Tehát a pontos helyet fogják venni. A szivacsot még puha huzalral is megfordíthatja, biztosítva a tökéletes illeszkedést.
A fém vágásához egy sarokcsiszolóval is megdörzsölheti őket.
Ennek az állkapocsnak a rögzítése miatt, nevezetesen a horgok alakja és a köztük lévő távolság, az alsó részre kiterjedő nem szabványos alkatrészek rögzíthetők egy ilyen aljzatba.

És az ebben a szerszámban feldolgozott munkadarabok maximális vastagsága meglehetősen lenyűgöző. És nem kell beszélnünk az ilyen berendezések karbantarthatóságáról - láthatod magad.
Kedves olvasóink! Ha bármilyen kérdése van, kérdezze meg őket az alábbi űrlap segítségével. Örömmel kommunikálunk veled;)
Annak érdekében, hogy megértsük, mi a helyettesítő szolgál, érdemes megfontolni a lakatos munkájának eszközét. Használja őket erős és rögzített rögzítőelemekhez. Vice nélkül egy jó mester is tehetetlen lesz. Ez az eszköz nélkülözhetetlen az otthoni műhelyben és a gyártásban. A létezésének hosszú évei alatt a helyettes sok változáson ment keresztül, de az alapelv változatlan maradt - a csúszó síkok közötti biztonságos illeszkedés.
A lakatos- és gyári műhelyekben a lakatos- és gyárműhelyekben széles körben használják a lakatos szekrényeket az alkatrészek megbízható rögzítéséhez.
Ezen eszköz felépítése
Egy helyet különböző modellek és formák alkotnak. Ezeket nagyon széles körben használják, a háztartásoktól a gyári műhelyekig.
Annak ellenére, hogy az ilyen eszköz létező fajtái sokféleségűek, minden ilyen típusú eszköz a következő adatokat tartalmazza:
- mozgó szivacs;
- rögzített szivacs;
- csavaros bilincs;
- tavasz;
- csavaros bilincs fogantyú;
- dugó;
- a munkapad rögzítési mechanizmusa;
- cserélhető bélések.

A lakatosszekrény szénacélból vagy szürkeöntvényből készül. A készülék az asztalhoz vagy egy speciálisan kialakított állványhoz csavarokkal vagy speciális kapcsokkal van felszerelve. Általában rögzítik az eszköz egyik állkapcsát, amelyet - fixnek - hívnak. Viszont egy mozgatható szivacs egy bizonyos módon kapcsolódik hozzá.
Egyenes menettel ellátott csavarral kommunikálnak egymással. Ezt a részt hajtómű hajtja. A csavar forgatásának folyamata közelíti vagy eltávolítja a mozgatható szivacsot a rögzítetthez képest. Ez lehetővé teszi, hogy ezt vagy a munkadarabot tartsa a pofák között. Általában egy üllő található a készülék hátoldalán annak érdekében, hogy növelje a megmunkálási alkatrészek lehetőségét.
A végrehajtható eszköz jellegétől függően egy adott típusú eszköz alkalmazható.
Az eszköz fő típusai
Tekintsük a leggyakoribb fémmegmunkálási helyet.
- Elnöke. Jellemzően az ilyen típusú sárkányokat akkor kell használni, amikor kemény munkát kell végezni, ahol meg kell verni, szegecselni, hajlítani, stb. Ezeket úgy hívják, mert a kötődésük egy széknek néz ki. Eredetileg fa alapra rögzítették.
Később úgy alakították ki őket, hogy fém munkapadokra szereljék fel. Az egyéb rögzítőeszközökkel szembeni konstruktív különbség az, hogy a rögzített állkapocs két helyen van rögzítve. Egy vízszintes síkhoz csatlakozik egy speciális deszkával, amelyet lábnak neveznek, és az alsó, hosszúkás rész egy asztali lábhoz vagy munkapadhoz rögzíthető.

Ez a kötőelemek az ellenállóvá teszik őket az erős mellékhatásokkal szemben. Egy másik szivacs mozgatható. A szorítócsavar meghúzásával egy alátét mindkét pofával megtartja ezt a részletet. A kicsavarást azzal a ténnyel jár, hogy a rugó nyomása alatt a mozgatható szivacs megkönnyíti a munkadarabon lévő alátét működését. Annak érdekében, hogy a tengelykapcsolók ne hajoljanak meg, ne szakadjanak meg, nem öntik, hanem speciális szénacélból kovácsolják őket.
Az állkapocs szélessége megváltoztatható és felhasználható attól függően, hogy mekkora mérete van. Általában 100 mm-es, 130 mm-es, 150 mm-es, 180 mm-es szivacsokat használ. A székhelyet más jellemzők szerint is megosztják, például ez az osztályozás a feldolgozandó alkatrészek legnagyobb méretétől függ. A pofák 90 mm-es, 130 mm-es, 150 mm-es és 180 mm-es nyílásával többféle típus létezik.
Az alátét munkadarabjai a pofák felső részén található speciális hornyokban találhatók.
A lemezeket kovácsolták, a felületek egyikére rögzített hornyok készülnek az alkatrész szilárd tapadásához. Hegesztették a lemez pofáihoz vagy csavarokkal vannak rögzítve. Ebből a célból lyukakat készítenek a lemezekbe a csavarok fejének mélyedéseivel.
Az elnöki szeleteknek mind az előnyei (a rögzítés és a megbízhatóság egyszerűsége), mind a hátrányok. Az ilyen típusú szerszám durva anyagokkal való munkavégzésre alkalmas, és nem alkalmas finom munkára. Az a tény, hogy az állkapcsok rögzítőlemezei nem mindig egymással párhuzamosan vannak elrendezve, és amikor befogják, vágják a részre, és a felületet süllyedéssel rontják.

Ez a kialakítás lehetővé teszi, hogy csak a lemezek felső széleit vékony részeket rögzítse, és vastag - csak az alsó részeket. Ebből a szorítóerő csökken. Ennek elkerülése érdekében a csavart jobban meg kell húzni. Ez az erő nem képes ellenállni a munkadarab felületének.
Vannak úgynevezett párhuzamos vice. Inkább párhuzamos ajkakkal lenne szükség. Ebben a tervben megpróbálták kijavítani a székfogók hiányát. Az ilyen típusú rögzítő mechanizmusok a leghasznosabbak és kényelmesebbek. Ezek öntöttvasból és speciális, rugalmas szénacélból készülnek. Mielőtt megvásárolná vagy megkezdené a munkát a helyettesítővel, célszerű kitalálni, hogy ez az egység készül. Öntöttvas termékek törékenyebbek és különös figyelmet igényelnek. Öntöttvas nem szereti az ütéseket. Ezen túlmenően a lakatos gépeken nem szabad a fűtött részeket kezelni. Hűtéskor a munkadarab mérete megváltozik, ami a mester sérüléséhez vezethet.
A párhuzamos vice típusai
Az ilyen típusú lakatosáru helyhez kötött és forgatható.
A rögzített aljzat a munkapadhoz van csatlakoztatva, és csak egy helyen lehet dolgozni. A munkadarab szögének megváltoztatásához meg kell lazítani a csavaros szorítót egy szorítócsavar segítségével, módosítani kell az alkatrész helyzetét és ismét rögzíteni kell az állkapcsokkal.
Annak érdekében, hogy elkerüljük az alkatrész helyzetének állandó változását, egy ilyen típusú, forgó talppal rendelkező eszközt találtunk. Ilyen módon vannak elrendezve: az alátét merevén van rögzítve a munkapadhoz. Ezzel a rögzített szivacs forgó részét egy fogantyúval ellátott állítócsavar segítségével csatlakoztatja. Ennek a csavarnak a fellazításával az alátét függőleges tengely körül forgatható. A különböző modelleket különböző szögben forgatjuk - 60 és 360 ° között.
A rögzített állkapocsban téglalap alakú lyuk van, ahol a mozgatható állkapocs szorítócsavarja be van helyezve. A csavar segítségével ebben a lyukban mozgatva a pofák közelebb helyezkednek el és távolítják el a nyomólemezeket egymással párhuzamosan. Ez a rögzítési módszer lehetővé teszi a munkadarab teljes vezérlését.
Mivel a test öntöttvasból készül, a szerszám élettartamának növelése érdekében a bélés acélból készül. Ezeket az állkapcsok felső részeihez csavarokkal rögzítik. A bélés munkafelületén a munkadarab szorosabb rögzítésére szolgáló hornyokat készít. Amikor befejező feldolgozásra van szükség, a puha fémlemezeket acéllemezekre helyezzük. Ők megvédik a részt a horpadástól és a karcolásoktól.
Ezen eszközök előnyei és hátrányai
A gyakorlatban a gyakorlatban gyakran használnak párhuzamos forgó és nem forgó szerszámokat egy rögzített hátsó szivaccsal és rögzített elülső szivaccsal.
Az ilyen alátámasztott előnyökkel együtt jelentős hátránya van a szivacsok gyenge erősségének. Ezért az ilyen típusú szerszámok nem alkalmasak a kemény munkára. A finom és pontos munkavégzés érdekében 35 mm-es, 40 mm-es, 50 mm-es és 56 mm-es állkapocsmérettel néha manuálisan nevezik. Ezeket 28 mm-nél, 30 mm-en, 40 mm-nél, 50 mm-en és 55 mm-en ismertetjük. Ezek ugyanazzal az elvvel vannak elrendezve, mint egy székhely. Az alkatrész az ajkak között egy forgatható szárnyas csavarral van rögzítve, és a csavarok mellett az U7 vagy 65G szénacélból készült rugót is beillesztenek az állkapcsok közé.
A kézi rögzítéssel rögzítse az alkatrészeket a kezükkel (mindkettő vagy egy). Ezeket akkor használják, ha a munkadarab kényelmetlen vagy veszélyes. Annak érdekében, hogy két kézzel kezelt kis alkatrészekkel dolgozhassunk, pontosabban elvégezhetjük a kéziszerszámot a szokásos párhuzamosan.
A fémszerkezet egy másik fajtája. A szokásos alsónemű lapos bélés nem tudja szilárdan rögzíteni a kör alakú rész részleteit. A bélések érintkezési területe a csőhöz nagyon kicsi, és szinte lehetetlen lesz feldolgozni. Az ilyen eszközök kifejezetten erre a célra lettek kialakítva. A pofák konkáv alakja lehetővé teszi, hogy szorosan rögzítse a csövet vagy más kerek részleteket.
Az alkatrészek rögzítésekor nem ajánlott a szorítóerőt növelni további csavarhúzó segítségével. Ne viseljen csövet a fogantyún, vagy ne cserélje ki egy hosszabb acélrúddal. Az eredeti fogantyú kifejezetten a kezek rögzítésére készült, így ha növeli a terhelést, letilthatja a szerszámot.
- Pneumatikus, hidraulikus emelő-fordítóval ellátott.
- A gép saját központú.
- Vezérlő gép forgó.
- A gép forgó és nem forgó fordulatszáma.
- Pneumatikus gép.
- Korszerűsítették az alelnököt
(szakmai) TCM.
VISS MACHINE CAST IRON (BZSP).
Az alsó nyersvas nem forgó.
Vágóvas
Pontossági osztály és H a GOST 16518 szerint.
- A gépasztal asztalán lévő szerelvényeket kulcsok segítségével, a rögzítéssel - csavarok segítségével - végzik.
 |
A nem forgó öntöttvas gép jellemzői:
modell |
az Szivacs szélessége mm |
A Szivacs fogyasztás mm |
B1 szélesség mm |
L hossz, mm |
H magasság mm |
h, mm |
b, mm |
b1, mm |
C, mm |
erőfeszítés klip, H |
súly kg |
Ár, dörzsölje. |
| 7200-0209-02 | 125 | 130 | 176 | 349 | 105 | 47 | 14 | 14 | 150 | 20000 | 13 | 11 100 |
| 7200-0214-02 | 160 | 200 | 176 | 424 | 114 | 50 | 14 | 14 | 150 | 25000 | 19 | 13 800 |
| 7200-0219-02 | 200 | 250 | 251 | 546 | 146 | 65 | 18 | 18 | 210 | 35000 | 41 | 19 400 |
| 7200-0219-04 | 200 | 250 | 250 | 521 | 141 | 66 | 18 | 18 | 210 | 35000 | 32 | 18 900 |
| 7200-0224-03 | 250 | 320 | 326 | 644 | 183 | 80 | 18 | 18 | 280 | 45000 | 72 | 28 200 |
| 7200-0224-04 | 250 | 320 | 316 | 641 | 172 | 80 | 18 | 18 | 280 | 45000 | 54 | 23 800 |
| 7200-0227-02 | 320 | 400 | 382 | 780 | 197 | 100 | 22 | 22 | 340 | 55000 | 96 | 36 400 |
A nyersvas forgórész.
 7200-0204-13, 7200-0206-13 |
 |
A forgó öntöttvas gép jellemzői:
modell |
az Szivacs szélessége mm |
A Szivacs fogyasztás mm |
B1 szélesség mm |
L hossz, mm |
H1 magasság mm |
H mm |
h, mm |
b, mm |
b1, mm |
n | erőfeszítés klip, H |
súly kg |
Ár, dörzsölje. |
| 7200-0210-02 | 125 | 130 | 198 | 396 | 132 | 105 | 47 | 14 | 14 | 2 | 20000 | 17 | 13 800 |
| 7200-0215-02 | 160 | 200 | 198 | 472 | 141 | 114 | 50 | 14 | 14 | 2 | 25000 | 23 | 17 100 |
| 7200-0220-02 | 200 | 250 | 275 | 598 | 180 | 146 | 66 | 18 | 18 | 2 | 35000 | 51 | 23 900 |
| 7200-0220-04 | 200 | 250 | 270 | 548 | 171 | 136 | 66 | 18 | 18 | 35000 | 38 | 22 000 | |
| 7200-0221-02 | 200 | 250 | 275 | 598 | 180 | 146 | 66 | 18 | 18 | 4 | 35000 | 56 | |
| 7200-0225-03 | 250 | 320 | 340 | 709 | 223 | 183 | 80 | 18 | 18 | 2 | 45000 | 92 | 36 000 |
| 7200-0225-04 | 250 | 320 | 336 | 709 | 204 | 168 | 80 | 18 | 18 | 45000 | 65 | 29 200 | |
| 7200-0226-03 | 250 | 320 | 338 | 709 | 223 | 183 | 80 | 22 | 22 | 4 | 45000 | 96 | |
| 7200-0229-02 | 320 | 400 | 400 | 780 | 233 | 197 | 100 | 22 | 22 | 4 | 55000 | 116 | 43 300 |
A pneumatikus hidraulikus hidraulikus erősítő forgó.
Hidraulikus erősítéssel pneumatikusan működő gép Ajánlott: fémek megmunkálásához az alkatrészek megmunkálásához a marás, a gyalulás, a fúrás és egyéb gépek vágásakor.
- A pontossági osztály a GOST 16518 (DIN 6370) szerint a H és a P alfejezet.
- Az alváz esetadatai öntöttvasból készülnek.
- A gépasztal asztalán lévő szerelvényeket kulcsok segítségével, N hornyok segítségével rögzítjük b1 segítségével.
- A munkadarabot csavarrugókkal rögzítjük, melyeket egy erõmechanizmus elõre összenyom. Az erőátviteli mechanizmus beépített pneumohidraulikus erősítő.
- A munkadarab csavarrugókkal való rögzítése biztosítja a biztonsági elemek biztonságát a teljes légnyomáscsökkenés következtében. Névleges légnyomás 0,6 MPa.
A rotációs öntöttvas gépi vulkanikus erősítés jellemzői:
modell |
az Szivacs szélessége mm |
A Szivacs fogyasztás mm |
h, mm |
A1, mm |
L hossz, mm |
B1 szélesség mm |
H magasság mm |
b, mm |
b1, mm |
n | erőfeszítés klip, H |
súly kg |
Ár, dörzsölje. |
| 7201-0009-02 | 160 | 200 | 50 | 4 | 521 | 280 | 176 | 14 | 14 | 2 | 30000 | 52 | |
| 7201-0014-02 | 200 | 250 | 65 | 4 | 640 | 325 | 210 | 18 | 18 | 2 | 40000 | 88 | 60 300 |
| 7201-0019-02 | 250 | 320 | 80 | 6 | 720 | 338 | 240 | 18 | 18 | 2 | 50000 | 120 | 71 900 |
| 7201-0020-02 | 250 | 320 | 80 | 6 | 720 | 338 | 240 | 18 | 18 | 4 | 50000 | 120 | 79 000 |
VISS MACHINE STEEL (BZSP).
A gépi acél nem rotációs.
A gépi acél nem rotációs manuális sebességváltóval a fémmegmunkáló gépeken a munkadarabok rögzítésére szolgálnak.
P pontossági osztály "P" GOST16518.
- A nem forgó szerelvények testrészei acélból készülnek, hőkezelt vezetőkkel. A gépasztal asztalán található szerelvényeket csapok segítségével rögzítjük - csapok segítségével.
- Az alátétet a kívánt méretre állítjuk úgy, hogy a tartót a csúszka belsejében rögzítjük egy csapszeggel az üregbe.
- A munkafelületek nagy keménysége biztosítja a tartósságot a pontosság megőrzésével.
 7202-0202-02, 7200-0205-02. |
7202-0209-05, 7200-0214-02, 7202-0219-05. |
 |
 |
Xaz acél nem forgó gép vice jellemzői 7200-0203-02, 7200-0205-02, 7200-0209-02, 7200-0214-02, 7200-0219-02:
modell |
az Szivacs szélessége mm |
A Szivacs fogyasztás mm |
h,
mm |
H magasság mm |
L hossz, mm |
D, mm |
b, mm |
erőfeszítés klip, H |
súly kg |
Ár, dörzsölje. |
| 7200-0203-02 | 80 | 50 | 30 | 65 | 220 | 190 | 12 | 6000 | 5 | 10 400 |
| 7200-0205-02 | 100 | 80 | 35 | 72 | 305 | 272 | 12 | 10000 | 10 | 12 600 |
| 7200-0209-05 | 125 | 125 | 45 | 110 | 407 | 14 | 30000 | 25 | 28 700 | |
| 7200-0214-05 | 160 | 200 | 50 | 120 | 520 | 14 | 50000 | 36 | 32 800 | |
| 7200-0219-05 | 200 | 250 | 65 | 153 | 630 | 18 | 55000 | 67 | 48 100 |
Gépi acél forgórész.
|
7200-0204-02, 7200-0206-02. |
7200-0210-05, 7200-0215-05, 7200-0220-05. |
 |
 |
Az acél forgógép vice 7200-0204-02, 7200-0206-02, 7200-0210-05, 7200-0215-05, 7200-0220-05 jellemzői:
modell |
az Szivacs szélessége mm |
A Szivacs fogyasztás mm |
h,
mm |
1-ben szélesség mm |
H 1 magasság mm |
L hossz, mm |
D, mm |
b, mm |
H, mm |
erőfeszítés klip, H |
súly kg |
Ár, dörzsölje. |
| 7200-0204-02 | 80 | 50 | 30 | 134 | 90 | 220 | 190 | 12 | 65 | 6000 | 7 | 14 400 |
| 7200-0206-02 | 100 | 80 | 35 | 156 | 97 | 305 | 272 | 12 | 72 | 10000 | 12,5 | 18 500 |
| 7200-0210-05 | 125 | 125 | 45 | 200 | 145 | 465 | 14 | 110 | 20000 | 29 | 35 800 | |
| 7200-02 1 5-05 | 160 | 200 | 50 | 245 | 160 | 524 | 14 | 120 | 25000 | 50 | 41 400 | |
| 7200-0220-05 | 200 | 250 | 65 | 315 | 194 | 635 | 18 | 153 | 35000 | 86 | 58 700 |
 |
 |
Az önközpontúság úgy tervezték, hogy a munkadarabok megmunkálásakor a szerszámokat rögzítse.
Az öncentrálódó gépet nem forgó acél jellemzői:
modell |
az Szivacs szélessége, mm |
A Szivacs fogyasztás, mm |
h, mm |
H, mm |
C, mm |
L, mm |
erőfeszítésklip, H |
súly kg |
Ár, dörzsölje. |
| 7200-0209-12 | 125 | 125 | 45 | 110 | 418 | 366 | 20000 | 30 | 67 100 |
| 7200-0219-12 | 200 | 210 | 65 | 198 | 613 | 700 | 35000 | 90 | 124 700 |
MACHINE VISS ("Metalist", Glazov, Oroszország).
TU396131-03-02962743-94.
Vezérlő gép forgó 7200-32.
A gép nem forgatható 7200-02.
A gép 7200-32-es fordulójának jellemzői:
| 7200-3208 (A = 80) |
7200-3210 (A = 125) |
7200-3213 (A = 200) |
7200-3218 (A = 250) |
7200-3223 (A = 320) |
7200-3228 (A = 400) |
|
| Szivacs szélesség, mm | 100 | 125 | 160 | 200 | 250 | 320 |
| Szivacsütés, mm ± 10 | 80 | 125 | 100 200 |
125 250 |
160 320 |
200 400 |
| Klipmagasság, mm | 40 | 40 | 50 | 65 | 80 | 100 |
| A szorítóerő, daN, nem kevesebb | 2000 | 2000 | 2500 | 3500 | 4500 | 5500 |
| A kulcslyuk mélysége, mm | 4 | 4 | 4 | 6 | 6 | 6 |
| A kulcslyuk szélessége, mm | 14 | 14 | 14 | 18 | 18 | 18 |
| A négyzet alakú csavar csavarja, mm | 14 | 14 | 19 | 19 | 19 | 19 |
| 40 | 40 | 45 | 45 | 45 | 45 | |
| Súly, kg | 16 | 17 | 27 29 |
33 34 |
55 60 |
74 83 |
| Hossz, mm, nem több | 325 | 370 | 385 475 |
440 555 |
515 655 |
560 765 |
| Szélesség, mm, nem több | 280 | 280 | 320 | 320 | 400 | 460 |
| Magasság, mm, nem több | 135 | 135 | 148 | 163 | 190 | 210 |
A 7200-02-es helyettesítő tulajdonságai nem rotációs:
| 7200-0207 (A = 80) |
7200-0209 (A = 125) |
7200-0214 (A = 200) |
7200-0219 (A = 250) |
7200-0224 (A = 320) |
7200-0227 (A = 400) |
|
| Szivacs szélesség, mm | 100 | 125 | 160 | 200 | 250 | 320 |
| Szivacsütés, mm ± 10 | 80 | 125 | 200 | 250 | 320 | 400 |
| Klipmagasság, mm | 40 | 40 | 50 | 65 | 80 | 100 |
| A szorítóerő, daN, nem kevesebb | 2000 | 2000 | 2500 | 3500 | 4500 | 5500 |
| A kulcslyuk mélysége, mm | 5 | 5 | 10 | 12 | 17 | 17 |
| A kulcslyuk szélessége, mm | 14 | 14 | 14 | 18 | 18 | 18 |
| A propeller négyzetes csavarjának középpontja, mm | 14 | 14 | 19 | 19 | 19 | 19 |
| A négyzet alakú csavar hossza, mm | 40 | 40 | 45 | 45 | 45 | 45 |
| Súly, kg | 10,5 | 11,5 | 21,5 | 26,5 | 49 | 68 |
| Hossz, mm, nem több | 325 | 370 | 475 | 555 | 655 | 765 |
| Szélesség, mm, nem több | 180 | 180 | 210 | 210 | 280 | 340 |
| Magasság, mm, nem több | 110 | 110 | 115 | 130 | 155 | 185 |
GÉP VISS (Gomel-üzem gyártása, Fehéroroszország).
GOST 16518-96.
Vezérlő gép forgó.
|
GM-7216P (7200-0215-02), GM-7212-02P, |
GM-7220P (7200-0220-02) |
 GM-7225P (7200-0225-03), GM-7232P-02, GM-7225N (7200-0224-03), GM-7232N-02. |

1 - test, 2 - mozgatható szivacs, 3 - forgólemez.
Javítva: Rotary:
GM-7212N, 7216N, GM-7220N,GM-7225N, GM-7232N. GM 7212P, GM-7216P, GM-7220P,
GM 7225PGM-7232P.
A gépminőség MINŐSÉGE:
modell |
kijelölés a GOST szerint |
szélesség szivacs mm |
Szivacsütés nem kevesebb mm |
Munkamagasság prostranstvava, mm |
erőfeszítés klip, kgf |
súly kg |
magasság kuplung, mm |
ár , dörzsölje. |
| GM 7212P | GM 7212P-02 | 125 | 150 | 47 | 2 500 | 18 | 120 | 8 400 |
| GM 7216P | 7200-0215-02 | 160 | 250 | 55 | 3 500 | 29 | 145 | 11 700 |
| GM 7220P | 7200-0220-02 | 200 | 300 | 80 | 3 500 | 44 | 190 | 13 700 |
| GM 7225P | 7200-0225-02 | 250 | 300 | 80 | 4 500 | 61 | 190 | 18 900 |
| GM 7232P | GM 7232P-02 | 320 | 400 | 100 | 5 500 | 138 | 215 | 30 300 |
A ROTARY PLATE nélkül KÉSZÜLÉKEK JELLEMZŐI:
modell |
kijelölés a GOST szerint |
szélesség szivacs mm |
Szivacsütés nem kevesebb mm |
Munkamagasság prostranstvava, mm |
erőfeszítés klip, kgf |
súly kg |
magasság kuplung, mm |
ár , dörzsölje. |
| GM-7212N | GM-7212N-02 | 125 | 150 | 47 | 2 500 | 14 | 91 | 7 300 |
| GM-7216N | 7200-0214-02 | 160 | 250 | 55 | 3 500 | 21 | 120 | 9 400 |
| GM-7220N | 7200-0219-02 | 200 | 300 | 80 | 3 500 | 33 | 190 | 10 800 |
| GM-7225N | 7200-0224-02 | 250 | 300 | 80 | 4 500 | 52 | 190 | 15 800 |
| GM-7232N | GM-7232N-02 | 320 | 400 | 100 | 5 500 | 100 | 175 | 25 500 |
PNEUMATIKUS GÉPJÁTÉKOK hidraulikus megerősítéssel.
A GM-7201-0019-02 gépi helyek jellemzői:
CUTTERS (a Metalist üzem, Glazov városa).
A TSS és a TSSN sorozatú fémfeldolgozó aljzat.


TSS TSSN
A TSS és a TSSN sorozatú fémfeldolgozó aljzat a vízvezeték-műveletek során a munkadarabok rögzítésére szolgálnak, az üregen van egy üllő, a prizmák jelenléte lehetővé teszi a körhézagok rögzítését, és az alap kialakítás lehetővé teszi, hogy 0 ° -tól 120 ° -ig kinyíljon.
Case anyag - 35L acél
A TSSN63S, TSS80, TSS100, TSS125, TSS140, TSS160, TSS180, TSS200 fémszerkezetének jellemzői
| TSSN-63-C | TCC-80 | TCC-100 | TSS-125 | TSS-140 | TSS-160 | TCC-180 | TSS-200 | |
| Szivacs szélesség, mm | 63 | 80 | 100 | 125 | 140 | 160 | 180 | 200 |
| Szorítóerő, kgf | 1000 | 1500 | 2000 | 2500 | 3000 | 3500 | 4200 | 5200 |
| 40 | 50 | 70 | 80 | 95 | 90 | 90 | 90 | |
| Csúszósínhossz, mm | 80 | 100 | 140 | 160 | 180 | 160 | 160 | 160 |
| Súly, kg | 3,7 | 4,6 | 11,4 | 13 | 14 | 26,5 | 26,5 | 28,0 |
| Alap hossz, mm, nem több | 230 | 255 | 345 | 380 | 415 | 450 | 450 | 450 |
| Alap szélesség, mm, nem több | 63 | 135 | 190 | 190 | 190 | 227 | 227 | 227 |
| Alapmagasság, mm, nem több | 200 | 120 | 160 | 175 | 190 | 210 | 210 | 210 |
A fémfeldolgozó alelnök modernizált (professzionális) TCM sorozat.
 |
Alelnök modernizált (szakmai) sorozatú TCM úgy tervezték, hogy a vízvezeték-műveletek során biztosítsa az üreseket. Az új típusú vice előnye: lehetővé teszi a hosszú munkadarabok függőleges helyzetben történő rögzítését, kerek - a test és a dia prizmájában. Az aljzat új kialakítása miatt a szelepet 0 ° és 360 ° közötti szögbe lehet fordítani. Az alátét esetében megnövekedett üllő van, a csavaros nyomócsapágy megkönnyíti a munkadarab rögzítését. A beállítócsavarok jelenléte a házban lehetővé teszi, hogy beállítsa a szükséges távolságot a csúszka vezetői és a csavarok alátámasztó része között, amikor elhasználódnak, a kezdeti beállítást a gyártó végzi. Igény szerint egy nem forgó fordulatszám (bázis nélkül) TSMN. |
A TSM160, a TSMN160, a TSM180, a TSMN180, a TSM200, a TSMN200, a TSM250, a TSMN250, a TSMN250, a TSM150, a TSMN250, a TSM160, a TSM150, a TSM150, a TSM150, a TSM150, a TSM150, a TSM150, a TSM150, a TSM150 típusok jellemzői
| TCM-160 | TSMN-160 | SCI-180 | TSMN-180 | TCM-200 | TSMN-200 | TCM-250 | TSMN-250 | |
| Szivacs szélesség, mm | 160 | 160 | 180 | 180 | 200 | 200 | 250 | 250 |
| Szorítóerő, (kgf) | 3500 | 3500 | 4200 | 4200 | 5200 | 5200 | 5500 | 5500 |
| Fejlődő pillanat<=кгс/м | 14 | 14 | 20 | 20 | 25 | 25 | 25 | 25 |
| Sponge stroke hossza, mm | 200 | 200 | 240 | 240 | 240 | 240 | 240 | 240 |
| Munkaterület mélysége, mm | 88 | 88 | 102 | 102 | 111 | 111 | 123 | 123 |
| Tömeg, nem több, kg | 21 | 20 | 28,5 | 26,5 | 37 | 35 | 55 | 52 |
| Alaphossz, mm | 487 | 487 | 555 | 555 | 555 | 555 | 595 | 595 |
| Alap szélesség, mm | 203 | 203 | 230 | 230 | 230 | 230 | 250 | 250 |
| Alapmagasság, mm | 210 | 186 | 244 | 215 | 261 | 230 | 281 | 251 |
| ÁR, dörzsölje. | 10 600 |
Az alsó fémhenger hengeres TSTs-180 sorozat.
A hengeres padlólapok TST-180 jellemzői:
Vágók (a "GMZ", Gomel).
Tanúsítvány №ROSS BY.MM03.V02012.
A fémszálas forgó acél alátét.


TSS-125, TSS-140. TSS-150, TSS-160, TSS-180, TSS-200.

1 - mozgatható szivacs, 2 testes, 3 - forgó lemez, 4 - fogantyú.
A fémszálas forgó acél alátéta "GMZ" termelési üzemet úgy tervezték, hogy a vízvezetékműveletek végrehajtásakor biztosítsa a nyersdarabokat, az üllőnél pedig a prizmák jelenléte lehetővé teszi, hogy körkörös üreseket rögzítsen, és a bázis kialakítása lehetővé teszi, hogy kinyitja a helyet. Case anyag - 35L acél
TSS125, TSS140, TSS150, TSS160, TSS180, TSS200 acél rotációs fémszerkezetek jellemzői:
| TSS-125 | TSS-140 | TCC-150 | TSS-160 | TCC-180 | TSS-200 | |
| Szivacs szélesség B, mm | 125 | 140 | 150 | 160 | 180 | 200 |
| Szorítóerő, kgf | 3000 | 3000 | 5000 | 5000 | 5000 | 5000 |
| 70 | 70 | 75 | 75 | 75 | 75 | |
| Az A csúszka hossza, mm | 120 | 120 | 160 | 160 | 160 | 160 |
| Súly, kg | 13,0 | 13,5 | 18,0 | 18,0 | 18,5 | 19,0 |
| L hosszúság, mm | 360 | 360 | 390 | 390 | 390 | 390 |
| B szélesség, mm | 180 | 180 | 230 | 230 | 230 | 230 |
| Magasság H, mm | 170 | 170 | 180 | 180 | 180 | 180 |
| Ár, dörzsölje. | 4 100 | 4 400 | 7 100 | 7 300 | 7 600 | |
Fémszerkezet-forgó öntöttvas CHP.

Vezető fémmegmunkáló forgóvasvas TSCha vízvezeték-műveletek során a munkadarabok rögzítésére szolgálnak, a testen egy üllő található, a prizmák jelenléte lehetővé teszi a körhézagok befogását, és az alap kialakítás lehetővé teszi, hogy kinyíljon egy helyet. A tok anyaga öntöttvas SCH20.
A TSCh125, TSCh140, TSCh150, TSCh160, TSCh180, TSCh200 öntöttvas forgószerelvény jellemzői:
| SDTV-125 | SDTV-140 | SDTV-150 | SDTV-160 | SDTV-180 | SDTV-200 | |
| Szivacs szélesség B, mm | 125 | 140 | 150 | 160 | 180 | 200 |
| Szorítóerő, kgf | 3000 | 3000 | 3000 | 5000 | 5000 | 5000 |
| Munkaterület mélysége h, mm | 75 | 75 | 75 | 85 | 85 | 85 |
| Az A csúszka hossza, mm | 110 | 110 | 110 | 155 | 155 | 155 |
| Súly, kg | 16,5 | 17,0 | 17,0 | 27,0 | 27,5 | 28,0 |
| L hosszúság, mm | 385 | 385 | 385 | 460 | 460 | 460 |
| B szélesség, mm | 180 | 180 | 180 | 210 | 210 | 210 |
| Magasság H, mm | 200 | 200 | 200 | 210 | 210 | 210 |
| Ár, dörzsölje. | 3 500 | 3 700 | 5 400 | 6 000 | 6 200 | 6 500 |
A fémből készült aljzatból nyersvas CHPP nem forgatható.
TU RB 490175790.001-2003.
Az öntöttvas forgó szerelvény TSCH250N jellemzői:
| az Szivacs szélessége mm |
A Szivacsütés mm |
h Szorító magasság mm |
erőfeszítés |
L hossz, mm |
B1 szélesség mm |
H magasság mm |
súly kg |
Ár, rUR |
|
| SDTV-250N | 250 | 200 | 80 | 6000 | 530 | 150 | 200 | 41 | 10 400 |
Anyag öntöttvas SCH20.
Kapcsolódó cikkek