Csavarja be a csapágyat. Három módszer a csapágyazás helyreállítására
Az üléseket gyakran nem lehet javítani, és akkor felmerül a kérdés, hogy a csapágyra szerelt részt helyettesítjük, és elveszítjük az ülés névleges paramétereit. Egy ilyen javítási lehetőség gazdaságilag nem praktikus. A helyzet ebben a helyzetben a Dimet technológia segítségével javítható.
Vizsgáljuk meg az ülések javításának példáit a hideggáz-dinamikus permetezés módszerével.
Üléshajtómű motorkerékpár csomópont.
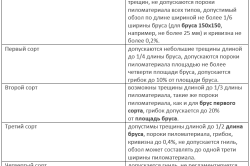
Az ülés hibája az, hogy a csapágy külső gyűrűje üzem közben forog, ami további terhelést biztosít a belső gyűrű tengelyére és magára a csapágyra.

1. kép: A csapágy külső gyűrűjének ülése egy sífutó motorkerékpár kerékén.
E probléma kiküszöböléséhez fémréteget kell hozzáadni a hub belső átmérőjéhez. A kerékagy alumíniumötvözetből készül. A készítmény alkalmazása előtt a felületet K-00-04-16 csiszolószerrel kezeljük. Egy további réteg rajzolása a Dimet-405 eszköz harmadik módjában történik. A permetezést margóval végezzük. A bevonat végső feldolgozását a vágó alacsony adagolásával, magas fordulatszámon végezzük.


2. kép. Javítási szakaszok (a - tartalékkal ellátott alumíniumréteg, b - a kész ülés elkészült változata)
Főtengely félgyűrűs ülés
A Mercedes-Benz öntöttvas hengerblokk főtengelyének távoli félgyűrűjének ülését Dimet technológiával javították. A végső feldolgozást egy speciális vágógép végezte.


Hub csapágy
A Ford öntöttvas hub ülésének javítása 0,3 mm-es alumínium réteg alkalmazásával történik. Ezek a manipulációk biztosítják a szükséges feszültséget a kapcsolatban.


1. kép: A javítás szakaszai (a - kezdeti, b - végleges)
Az elektromos motor csapágyának ülése
A motorházban a csapágyak javítását a készülék, az alumínium összetétele, a permetezési mód - "3" készítette. A kép a javítás szakaszát mutatja.
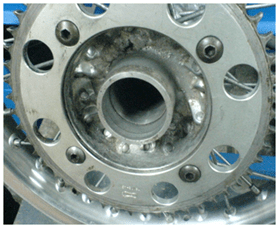
Azt hiszem, sokan látták az „Igen, ezek a csomók rosszak, és a csapágyak hamarosan lógnak.” Az ilyen iskolai nonszensz naponta és folyamatosan hallható.
Szóval, beszélni fogunk a kerékagy csapágyainak üléseiről, és miért maradnak le az ülések.
Az első ok, ami a tulajdonostól független, az alapanyagok kezdeti minősége, amelyekből a csomópont készül.
Például az összehasonlításhoz vegye figyelembe a CNC központját és a szokásos szabványos költségvetési központot.

A második ok - kevert - a kerékcsapágyak. Olyan értelemben keveredik, hogy mind a telepített csapágyak minőségétől, mind a tulajdonos lustaságától függ, hogy milyen állapotban van.

Ha olcsó csapágyakat helyez el, akkor gyorsan szétesnek, és elkezdenek verni, vagy akár újak is lesznek, ami elvileg elfogadhatatlan. Természetesen az összes ütés átkerül a csomópontra, és a fúvásból származó bármely fém deformálódik, így Ön és a lehívás.
Nos, a tulajdonos két esetben hibáztatható: a deshmansky csapágyak telepítése és a csapágy késői cseréje, minden egyszerű.
A harmadik oka a szűkített meghajtó láncban. Nagy terhelést ad a kerék egyik oldalára, a terhelések egyenetlen eloszlása \u200b\u200bveréshez, gyorsuláshoz, ütésekhez vezet, és készen áll, a leszállás megszakadt.
MOST MINDEN NEM NEM a fő okhoz képest - HANDSMEN!)))
Ez csak egy mérnöki idióta birodalma.
Szóval, az első fejezet - csapágyak kopogtatása csavarhúzóval és szánkó kalapáccsal a hidegen! Ez az, amit minden diák szeret. Miután ezt megtette, a fém mikronjait egy görbe kifelé csapja le, de ez értelmetlen. Egyik körben sem verekedtek, egyenletesen kitörték a csapágyat és a kalapácsot egy ponton. Ezzel egyidejűleg a csapágy az egyik oldalon nyugszik, a csomópontokat elnyomja, és a szükséges mikronokat is eltávolítja a szélén!
Tegyük fel, hogy egyesek úgy vélik, hogy nem szükséges a fém fűtése, és elegendő egy horgonyhúzó. Legyen ez így, a csapágy legalább egyenletesen, de feszesen megy, és még mindig mikronok fognak enni, és ez nem jó. De miért van szükség húzóra és hajszárítóra? Van egy csavarhúzó és egy szánkó!
De valójában, ha azt szeretné, hogy a csapágyak és a csomópont egésze boldogan szolgálhasson Önöket, akkor ne feledje:
1) Nézze meg a lánc feszességét
2) Ellenőrizze a csapágyak állapotát!
3) A csapágyak időben történő cseréje
4) Használjon minőségi csapágyakat
5) Csapágyak cseréjekor használjon épületszárítót! És ami a legjobb, hogy van egy horgonyhajó.
A csapágyfülek fémpolimereinek segítségével helyreállítható.
Ennek a módszernek a lényege az, hogy az ülés helyreállításának folyamatát a csapágyszerelvény összeszerelési műveletével kombináljuk. Ennek eredményeként rögzített kapcsolat van a csapágy és a tengely (csapágyház) között, amely többször meghaladja a szilárdsági jellemzőit, és az ilyen esetekben ajánlott szoros illeszkedést, amely megbízhatóbban védi a csapágygyűrűket a fordulástól, kiküszöböli a kopást és biztosítja a szerelvény megbízhatóbb működését. Ebben az esetben a betét, ellentétben az illeszkedéssel, nem eredményezi a csapágygyűrűk feszültségeinek és deformációinak megjelenését, ami szintén hozzájárul a kényelmesebb munkához.
Az ily módon helyreállított csapágyszerelvény szétszereléséhez szükséges a ragasztóhelyen kialakított fémpolimer réteg 300 ° C feletti hőmérsékletre történő felmelegítése vagy leégése, például gázégővel.
Az ülések helyreállításának folyamatának fő szakaszai betétek segítségével.
I.Elhanyagolható ülések helyreállítása (0,25 ÷ 0,3 mm átmérőig), egyenletes kopás (a javítandó felület előzetes megmunkálása nélkül).
1. Készítse elő a javítandó felületet az általános ajánlásoknak megfelelően (tisztítsa meg a szennyeződéstől, az olajtól stb., A durva csiszolópapírral, zsírtalanítsa).
2. Törölje le és zsírtalanítsa a csapágyfelületet.
3. Végezze el a vezérlőegységet: a csapágyat kellőképpen kell felszerelni az ülésen, jelentős erőfeszítés nélkül.
4. Védje a csapágyat a ragasztószalaggal vagy a szalaggal a lehetséges fémpolimer ellen a beillesztés során.
5. Készítsük el a kívánt polimer adagot.
6. Vigye fel a fémréteg szükséges rétegét vagy rétegeit a tengely (ház) ülésére, és alaposan nedvesítse a javítandó felületet.
7. Zsír, szó szerint nedvesítő, vékony réteg fém polimer csapágy.
8. Szerelje be a csapágyat a tengelyre (a házban), óvatosan nyomja meg a határoló vállra, a perselyekre, a rögzítőgyűrűkre.
9. Távolítsa el az extrudált fém polimer felesleget, tisztítsa meg a védetlen helyeket a tengelyen (a házban) acetonnal, ha a fémpolimert véletlenül rájuk érik, távolítsuk el a védelmet az elválasztóról.
10. A fém polimer polimerizálása után a csomópont készen áll a további műveletekre.
Megjegyzés:
A jelzett kopási értékekkel a csapágy középpontja a tengelyhez (házhoz) a ragasztási folyamat során mind a fémréteg-töltő részecskékbe kerülnek a résbe, mind a további módszerek segítségével, például: a helyreállított felület előzetes központosítása (általában elegendő ahhoz, hogy a ragasztás során alátámasztott felületet hozzunk létre), a többi részhez képest központosítva. és így tovább
2. Az ülések helyreállítása enyhe kopással (legfeljebb 0,1 ÷ 0,15 mm átmérőjű).
Ha az ülések (tengelyek) 0,1 ÷ 0,15 mm-nél kisebb átmérőjű ragasztása (a hézagméret összehasonlítható a töltőanyag-részecskék méretével), először 0,5 ÷ 1,0 mm-rel kell előállítani az ülést. "szakadt szál" vagy hornyok vágása. A csapágy behelyezésekor történő központosítása érdekében fúrást hajtanak végre, így az övek az ülés szélei mentén maradnak és a hosszuk mentén (az övek teljes szélessége nem haladhatja meg a teljes ragasztófelület 50% -át) - lásd az 1. ábrát.
betűméret: 11.0pt; font-family: Arial "\u003e 1. ábra: A tengelyen lévő ülés helyreállítása fémpolimerekkel, a csapágyazási módszer alkalmazásával:
D szám - d 1 \u003d 0,1 ÷ 0,15 mm;
D 1 - d 2 \u003d 0,5 ÷ 1,0 mm;
én - a "szakadt szál" vagy a gyűrű alakú hornyok vágása.
A fennmaradó helyreállítási lépések hasonlóak az 1. pontban leírt műveletekhez.
3. Az ülések helyreállítása jelentős (több mint 0,5 ÷ 1,0 mm átmérőjű) és egyenetlen kopás.
Az ülések jelentős és egyenetlen viselésével történő ragasztási módszerrel történő helyreállításakor különösen fontosak a csapágy és a tengely (csapágyház) középpontosításának és igazításának biztosítása. Ezeket a problémákat a következő módon lehet megoldani.
1. A formázási vonalak mentén elhasználódott felületen különböző vastagságú fémtömítések kerülnek beszerelésre (kb. 0,05 ÷ 0,08 mm-nél vékonyabbak, mint a kopás ezen a helyen) keskeny fémszalagok formájában, amelyek a kopás helyét meghaladják. Ezeknek a szalagoknak a szabad végei ragasztószalaggal, menetvel stb. Vannak rögzítve a beillesztési pont közelében (előnyösen a kisebb átmérőjű tengelyen). A vezérlőcsapágy telepítése megtörténik (a csapágyat kellőképpen kell felszerelni az ülésen, jelentős erőfeszítés nélkül). Ezután egy fém-polimert alkalmazunk a kopás helyére (a tömítések alatt lévő helyeket is bevonják). A csapágy kialakítva. A fémpolimer polimerizációja után a tömítések bejövő végeit levágjuk.
2. A kopáspontok átmérőjénél kisebb kopási területeket alkalmazunk. pont (a tengely túlmelegedésének elkerülése érdekében csomók gyűrűk formájában). Ezután a csapágy névleges átmérőjéhez hornyolták őket. A vezérlőcsapágy telepítése megtörtént. Ezután a betétet a fent leírt rendszerek szerint állítjuk elő.
3. A két vagy több központosító gyűrű beszereléséhez kopott felületeken egy horony készül. A gyűrűket (osztott) rögzített hornyokban rögzítik egy fémpolimer hegesztésével vagy ragasztásával. A beépített gyűrűk a csapágy névleges átmérőjére vannak kiképezve. Ezenkívül a betét a fent leírt sémák szerint készül.
A csapágynak az ülés helyreállításának folyamatában történő központosítására más módszereket is használhatunk fémpolimerek alkalmazásával.
Figyelem!
Amikor a fémpolimer alkalmazása előtt a csapágyak alá ragasztják az üléseket, meg kell védeni a meglévő olajcsatornákat ragasztószalaggal és szalaggal.
A szabadalom tulajdonosai: RU 2296660:
A találmány tárgya a mérnöki terület, és különösen a gördülőcsapágyak helyreállításának módszerei. Szerelje szét a csapágyegységet, feldolgozza a csapágyak használatakor deformálódott ülések felületét oldatokkal. A csapágyfülek oldattal deformált felületét egy olvadt redukáló anyagra visszük fel, amely 70 ° C hőmérsékleten kristályosodik és 340 ° C feletti hőmérsékleten olvad. A redukáló anyag viszkózus tulajdonságokkal és mechanikai szilárdsági jellemzőkkel rendelkezik, amelyek megfelelnek a csapágyak anyagának. Ezután a csapágyat olajban 80-90 ° C hőmérsékletre melegítsük. Végezze el a csapágyszerelvény összeszerelését úgy, hogy a fűtött csapágyat az üléseken rögzíti. Ennek eredményeként csökken a költségek és csökken a munkaigényes javítások.
A találmány tárgya gépgyártás és más iparágak, amelyek gördülőcsapágyakat használnak nagy terhelések alatt, ami a gördülőcsapágyak üléseinek deformálódásához vezet.
A kopott forgattyústengelyek helyreállításának ismert módszere, amely mechanikusan feldolgozza a méhnyakot a helyreállított felület testébe behatolva a méhnyak arcának teljes szélességében a filé kialakulásával és a forgattyústengely hőkezelésével. Rögzítve a kezelt nyakra a fémbélés kopását kopásgyűrű vagy félgyűrű formájában az ízületek hegesztésével. A hegesztési varrás a főtengely 25-50 ° -os forgatásával határolt zónában van elhelyezve a felső holtponttól, és a második varrat a félgyűrű használatakor az elsőhez képest 180 ° -os elforgatással van elhelyezve. Hűtse le a hegesztést a környezeti hőmérsékletre, biztosítva a megosztott gyűrű tömörségét 0,1 ... 0,15 mm. Ha osztott gyűrűt használ, benne 5-7 mm átmérőjű átmenő furatokat készítenek. Először a hegesztéssel ellentétes tengelynyílással ellátott osztott gyűrű furata először forralásra kerül, és a maradék lyukak forognak, közelítve a hegesztéshez, ami növeli a főtengely fáradási szilárdságát az új rész szintjére, ezzel egyidejűleg helyreállítva a kopott nyakokat.
Van egy módszer csapágyszerelvény javítására, amely magában foglalja a részek szétszerelését, hibaelhárítását, szerelést a két helyileg egymással szemben elhelyezkedő lemez kopott csapágyának külső gyűrűjének szerelési felületére szerelve. A lemezek vastagságát Sc \u003d Sr + Su képlettel határozzuk meg, ahol Sc a lemezek teljes vastagsága; Sr - radiális távolság egy kopott csapágyban; A csatlakozó furatházban - a csapágy külső gyűrűje a kopás szempontjából. Az egyes helyi lemezek hosszát számítással határozzuk meg.
A módszer hátrányai a magas költségek és a karbantartási munkák összetettsége.
A tengelycsapágy kopott felületeinek helyreállítására szolgáló ismert eljárás, amely az alkatrész keményített zónájának előmelegített kötőanyaggal (például hegesztési anyagból készült paszta) történő melegítésével áll az induktor magas frekvenciájú áramaiban a kötőanyag megolvasztására és a kopó alkatrészek helyére való hegesztésére, kompenzálva kopás, azzal jellemezve, hogy az alkatrész kopott felületének 50-100 ° C-ot meghaladó hőmérsékletre történő melegítésével történik, az AC 3 kritikus pont hőmérséklete, majd p Az elhasznált rész hegesztési felületének hűtését a leállítási sebességgel állítja elő, és a kötőanyagként olyan anyagot használunk, amelynek olvadáspontja nem haladja meg a termék anyagának leállítási hőmérsékletét.
A módszer hátrányai a magas költségek és a karbantartási munkák összetettsége.
A prototípushoz alkalmazott legközelebbi technikai megoldás a forgattyústengelyek helyreállításának módja a csúszócsapágyak kopott felületének növelésével, amelyet úgy hajtanak végre, hogy a főtengely fő- és összekötő rúd tengelyeinek nyakát nagy kopásállóságú anyaggal hegesztették, a vágásvonaluk mentén hegesztve, hogy szorosan illeszkedjenek a felülethez a tengely nyakát zsírozva, mielőtt érintkeznének a speciális ragasztóval vagy tömítőanyaggal rendelkező vágóhüvelyekkel.
Ennek a módszernek a hátránya a magas költségek és a munka összetettsége.
A javasolt megoldás összehasonlítása a prototípussal és hasonló technológiákkal ismert megoldásokkal lehetővé teszi a szabadalmazhatóság „újdonság” és a „feltalálói lépés” kritériumainak való megfelelés megállapítását.
A találmány szerinti megoldás technikai eredménye a javítási munkák költségeinek és összetettségének csökkentése a gördülőcsapágyak helyreállítása érdekében.
Ezt a technikai eredményt azzal érjük el, hogy a gördülőcsapágyak helyreállításának módja magában foglalja a csapágyszerelvény szétszerelését, a csapágyfelület deformálódott csapágyakkal történő kezelését és a csapágyszerelvény összeszerelését, és a találmány szerint a deformált csapágycsapágyakat az oldattal kezelt felületen kristályosítjuk. 70 ° C-os hőmérséklet és olvadt redukáló anyag, viszkózus tulajdonságokkal, olvadáspontja 340 ° C felett van és a csapágyazások anyagának megfelelő mechanikai szilárdsági jellemzőket, majd az olajban lévő csapágyat 80-90 ° C hőmérsékletre melegítik, és a csapágyegységet az üléseken fűtött csapágyak felszerelésével összeszerelik.
A megvalósítási módszer lényege a következő.
A csapágyazás deformált felületén, speciális megoldásokkal kezelve, a redukáló fémből készült anyag olvadékát felvisszük, majd az ülőhelyre olajjal melegített csapágyat helyezünk. A csapágyat 80-90 ° C hőmérsékletre melegítjük, és ezáltal a redukáló anyagot 70 ° C hőmérsékletre melegítjük, amelyen az utóbbi kristályosodik, és az ülés gyártásához szükséges anyag szilárdságát és mechanikai jellemzőit kapja.
A javasolt módszer lehetővé teszi a berendezés leállásának idejét, költségét és összetettségének csökkentését a gördülőcsapágyak helyreállítása során.
irodalom
1. számú szabadalmi bejelentés. Ponurovsky A.A. Ponurovsky A.A. A főtengelyek és csapágyaik helyreállításának módszere. IPC V23P 6/00. Post. 1994/05/26. Publ. 1996/09/10. Reg. 94019772/02.
2. Az Orosz Föderáció szabadalma 2235009. A csapágyegység javítási módja. / Usov V.V. Seregin A.A. Timosenko A.N. Seregina V.V. IPC V23P 6/00. Post. 2001/02/21. Publ. 2002/09/20. Reg. №2001105022 / 02.
3. Az Orosz Föderáció 2189298 sz. Szabadalma. A csapágyegység javítási módja / V. Usov Seregin A.A. Timosenko A.N. Seregina V.V. IPC V23P 6/00. Post. 2001/02/21. Publ. 2002/09/20. Reg. №2001105022 / 02.
4. RF-szabadalom: № 95117550. A tengely kopott ülésfelületeinek helyreállítása a csúszócsapágyak alatt. Ulitovskiy B. A., Shkrabak B. C., Ulitovskiy S. B., Shkrabak R.V., Polishko G.Yu. IPC V23P 6/00. Post. 1995/10/17. Publ. 1997/10/20. Reg. 95117550/02.
5. RF-szabadalom №2105650. A tengelycsapágy kopott ülésfelületeinek helyreállítása. Ulitovskiy B. A., Shkrabak B. C., Ulitovskiy S. B., Shkrabak R.V., Polishko G.Yu. IPC V23P 6/00. Post. 1995/10/17. Publ. 1998/02/27. Reg. 95117550/02.
A gördülőcsapágyak helyreállításának módja, beleértve a csapágyegység szétszerelését, a csapágyak használatakor deformált ülések felületének kezelését, valamint a csapágyegység összeszerelését, azzal jellemezve, hogy a csapágyazások deformált felülete a 70 ° C feletti hőmérsékleten olvadó oldattal kezelt felületre van felhordva. 340 ° С olvadt redukáló anyag viszkózus tulajdonságokkal és mechanikai szilárdsági jellemzőkkel anyaga ülések csapágy, a csapágy melegítjük, majd olajos hőmérsékletre 80-90 ° C, és a csapágyszerelvény végezzük beállításával a fűtött szerelvény a csapágy ülésétől.
Kapcsolódó szabadalmak:
A találmány tárgya acélrészek, főleg vasúti járművek, elsősorban vasúti járművek és tehergépkocsik kopott felületének elektromos ívfelületének helyreállítása vagy kikeményítése.
A találmány tárgya gépalkatrészek és gépalkatrészek javítása, és az autók elülső tengelyein lévő "nyakkendőnyílás alatt" csomópont "gerinccsap alatti" csomópont megbízhatóságának helyreállítására és javítására használható.
A találmány a korrózió elleni védelemre szolgáló kémiai-fizikai módszerekre vonatkozik, amelyeket olaj- és gáziparban lehet alkalmazni, nevezetesen a korróziónak kitett kapcsoló lefelé irányuló többlépcsős csoportos adagolóegységének javítására és helyreállítására.
A találmány tárgya a gépipar feldolgozásának rehabilitációs és megerősítési módszerei, nevezetesen olyan technológia és berendezések, amelyeket az olajoszlop ilyen komponenseinek külső vagy belső kúpos menetes részének ultrahangos kezelésében használnak csövek, fúrók és burkolatok vagy ilyenek. al- és csatolásként, melynek segítségével a csövek az olajoszlophoz csatlakoznak
A találmány tárgya a gépiparban végzett feldolgozás és a feldolgozási eljárások megerősítése, nevezetesen olyan technológia és berendezések, amelyeket az olajoszlop ilyen komponenseinek külső vagy belső kúpos menetes részének ultrahangos kezelésében használnak cső, fúró és burkolat, vagy mint például az al- és a csatlakozó, amelyen keresztül a csövek az olajoszlophoz vannak csatlakoztatva
A találmány tárgya a gépiparban végzett feldolgozás és a feldolgozási eljárások megerősítése, különösen olyan technológia és berendezések esetében, amelyeket külső vagy belső menetes részek ultrahangos kezelésében használnak, főként az olajoszlop olyan részei, mint csövek, fúrók és burkolatok, vagy mint például az al- és a csatlakozó, amelyen keresztül a csövek az olajoszlophoz vannak csatlakoztatva
A találmány tárgya a mérnöki terület, és különösen a gördülőcsapágyak helyreállításának módszerei
Kapcsolódó cikkek